SEMI D77-0618
輪郭照合法を用いた、異型偏光板の形状測定方法の標準化について
Flat Panel Display(FPD) - Materials & Components日本地区技術委員会
Polarizing Film (偏光板)タスクフォース
共同リーダー 日東電工(株) 情報機能材料事業部 品質保証統括部 検査課 辰已元茂
2018年9月20日
近年、デザイン思考の製品が注目を集めています。それに伴い、ディスプレイも自由度の高い、異形形状のものがより強く求められるようになってきました。例えばスマートフォンでは、狭額縁の端末が主流となり、それに合わせて端末角に丸みを帯びたデザインが必須となっています。
本稿は、この異形形状のディスプレイを構成するフィルム材料の検査・評価方法の標準化文書の内容についてのレポートです。
具体的には、同材料を貼り合わせたものを、高精度・高効率で照合するやり方やその手法を活用した形状の測定方法について、車載ディスプレイの例をもとに解説いたします。
Document No. 6006 – SEMI D77-0618: Test Method for Measurements of Dimension of Films for FPD - Contour Matching Method(和文タイトル:輪郭照合法を用いた、異形偏光板の形状測定の方法)が、本年6月に出版されました。それに際しまして、内容をご説明させて頂きます。
1. 異形ディスプレイの市場展開と材料形状評価について
従来、ディスプレイの表示画面は長方形が主流でしたが、近年、車載や、スマホ、腕時計に使用されるディスプレイは、長方形でない異形形状が主流となってきており、形状が多様化する傾向があります。また、スマートフォンなどのモバイル機器のディスプレイについても、画面拡大が進み、角部の曲面部分まで表示部となることや、スピーカー、マイク、カメラ部分が画面内に設定されるためディスプレイに切欠き、凹み、穴あけなどの形状が必要となってきています。一方、ディスプレイの意匠性の点から、ベゼルの薄型化もしくはベゼルレス化が進み、先述の切欠き、凹み、穴あけ部分及び、ディスプレイ角部の曲面形状部分などで、ガラス基材との寸法公差がきわめて厳しく設定されるようになってきています。
一方、FPD用機材には、偏光板の他、位相差フィルム、タッチパネルフィルム、輝度向上フィルムなどのフィルム材料が使用されており、これらのフィルム材料も異形形状に加工されますが、異形部分の形状が正確に加工されているかを検査する必要があります。これまで偏光板の形状定義は、長方形であることを前提としていたため、縦、横、直角度の検査で形状を評価していましたが、同様の方法では、異形形状を精度良く検査、評価することができません。そこで、これらの異形フィルムを精度良く、短時間で形状評価する手法として、表題の輪郭照合法の標準化を検討いたしました。
2. 輪郭照合法を用いた異形形状測定方法
輪郭照合法を用いた、異型偏光板の形状測定方法は、CAD図をもとにした形状の輪郭と、実測での輪郭を重ね合わせ、そのズレ量を比較する方法で異形形状が正しく成形されているかを評価します。
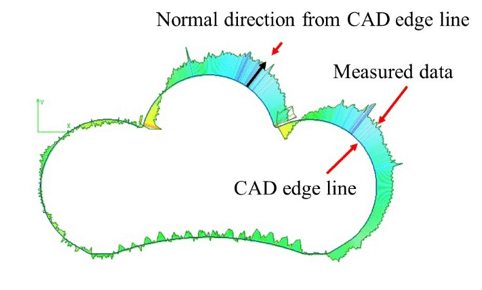
図1.CAD図(標準形状)と製品測定形状の重ね合わせ
問題点としては、車のルームミラーなどに使用される異型ディスプレイには、直線部のないものが多く、基準となる標準形状と測定形状を重ねあわせる際には、標準形状と測定形状の一致する点(寸法測定の起点となる基準点)を設けることが必要となります。この基準点が形状の一方に偏っていると、重ねあわせた際に誤差が大きくなり、出来るだけ形状の中心に設定する必要があります。
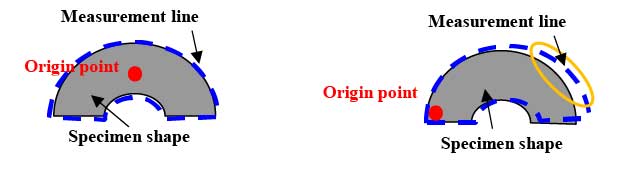
図2.誤差を低減するため基準点を中心に設定する
今回標準化した手法は、CAD図の形状や、カメラなどで取得した形状に接する直線を引くことで重心を算出し、その点を基準点とすることで、誤差の低減を行いました。この基準点をもとに異形品の輪郭を重ねあわせることで、精度良く形状のズレを評価します。また、輪郭線の位置情報から標準形状(CADデータ)と製品の測定形状のズレは、輪郭の法線方向の距離で得ることができ、ズレ量を定量的に評価することができます。
尚、評価の精度は、基準点の設定方法のみでなく、光学センサーの拡大率、フィルムの平滑性(カール、表面凹凸)なども誤差要因となるため、設定方法を規定致しました。
3. 本手法の活用方法
本方法の利点としては、PC上で異形形状の輪郭線を重ね、ズレ部分を判定するのみであるため、短時間で異形の製品形状を検査、評価することができます。
また、製品を部分的に評価できる為、製品の中に、曲線部、凹み部など加工難易度の異なる部分がある場合、各部の評価基準を替え、検査合否を判定することができ、顧客図面の各部分の公差設定に合わせた判定が可能となります。
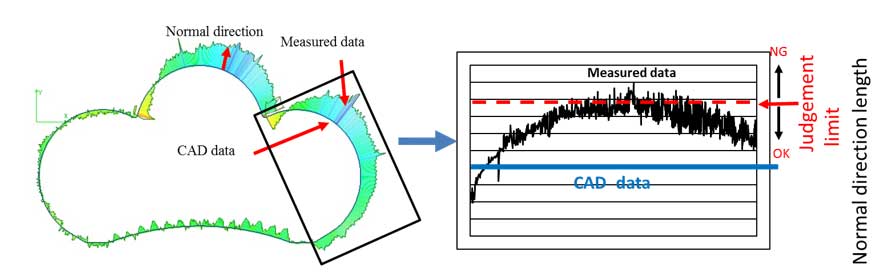
図3.異形形状の部分別評価例
4. 最後に
本測定方法の標準化にあたり、多大なご協力を頂きましたSEMIスタンダードFlat Panel Display(FPD)-Materials & Components Japan TC Chapterメンバー及び、Polarizing Film TFメンバーの皆様に深く感謝申し上げます。