
What’s next for smarter, more connected electronics manufacturing - Part 2
The fast-maturing infrastructure now enabling applications for big data and artificial intelligence means disruptive change not just at individual companies but also in data connections among companies across the microelectronics manufacturing value chain. SEMI checked in with some leading players on the changes they see coming in the next several years for this article series. The trade group is expanding its programming on smart manufacturing to address these industry-wide developments at SEMICON West, July 10-12 in San Francisco.
“The ramp of EUV, and the smaller geometries and smaller process margins, will drive an exponential increase in the amount of metrology data to manage,” says Neal Callan, ASML vice president, Silicon Valley. Callan notes that moving to multibeam e-beam inspection will increase data volume from megabytes per second to gigabytes per second and from thousands of data points to millions of data points. “The process is so tight and the margin so small that stochastic variation, or noise, becomes more dominant – at least it’s noise until we can learn to understand and control it. And understanding and controlling this variation will be key to delivering 5nm patterning,” he says.
Single-beam e-beam inspection is already driving large increases in data as engineers extend the slow technology to broad, high-speed defect metrology applications by more intelligently instructing the system where to look for problems. Callan says ASML is now using the scanner data on wafer focus, alignment and leveling. The company is also using the computational lithography model from the design to identify the smallest process windows in the pattern that are most likely to see problems. The model then quantifies the number and significance of those instances.
“The collection of all this diverse data means that tools will need to be plug-and-play so all tool data is instantly available to all systems and software,” says Doug Suerich, PEER Group product evangelist. “We need tools that can be discovered automatically by the network so it can start slurping up data immediately. The adoption of the Interface A (EDA) standard is accelerating and fabs are starting to ask for it. The proliferation of sensors also needs to self-discover. If you are going to add thousands of new sensors into a facility, you can’t afford a time-consuming integration process.”
“We are now seeing that engineers are greedy for more data – if they can get the data, it’s becoming a need-to-have,” adds Tom Ho, BISTel America president. “Getting more data from more sensors, from the sensors on the tool that are not being fully utilized, and from untapped data sources like vibration is another big coming opportunity.”
Process complexity drives demand for feed-forward between silos with computational models
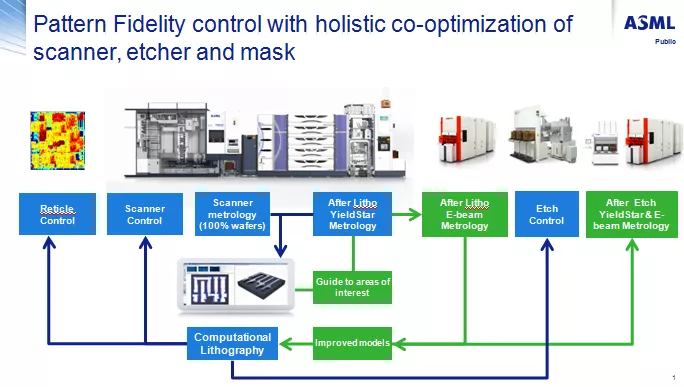
ASML co-optimizes its scanner process with etch and reticle process steps. Source: ASML
In addition to the drive for trace-back of data, the increasing complexity of interrelated processes is also driving demand for feed-forward of data. “Feed-forward is becoming more important,” notes Ho. He points to the example of 3D NAND features, now getting so deep that identifying the layer being measured is a challenge unless the signal at the step before can be recognized.
“We need partnerships with our peers to understand how to take advantage of the sensors they use, integrate them with our data, and then feed-forward corrections to the other systems,” concurs Callan. “To drive the best CD uniformity and overlay, we need to co-optimize litho and etch,” agrees Henk Niesing, ASML director of product management. He notes that the company is working with etcher makers to measure the overlay and CD, decompose the finger prints, and then use models to steer automated control that best adjusts both the scanner and the etcher. ASML is also working with Zeiss on co-optimization between the scanner and the reticle to make even higher-order corrections by locally modifying the reticle.
These higher-order corrections, applied on each exposed field, drive the need for even more data, and at higher speed but without higher cost, notes Jan Mulkens, ASML senior fellow. These corrections increase demand for computational metrology, which combines various metrology sources with physics and deep learning models trained on real data to predict and control process results in real time. “We’re working on computational metrology to ideally use all the knobs we have in the fab,” he says.
So far this effort has largely involved linking data between two companies. More consistent data formats would enable data exchange to be extended to more companies. “The software versions also need to be managed for upgrades so they still match after one party updates the system on its tool,” notes Niesing.
Speakers on these issues of smart manufacturing and data handling at SEMICON West include Active Layer Parametrics, Applied Materials, Applied Research & Photonics, ASML, Cimetrix, Coventor, ECI Technologies, Edwards Vacuum, Final Phase Systems, GE Digital, Infineon, Jabil, Lam Research, Osaro, Otosense, PEER Group, Rockwell Automation, Rudolph Technologies, Schneider Electric, Seagate, Seimens, Stanford University, TEL, TIBCO Software. See semiconwest.org.
What’s next for smarter, more connected electronics manufacturing - Part 1
What’s next for smarter, more connected electronics manufacturing - Part 3
Paul Doe, SEMI