
OSATs (outsourced assembly and test companies) currently handle the bulk of assembly and test activity for the worldwide semiconductor industry. These companies’ factories have a manual operation legacy: Decision-making is manual. Materials and WIP (work in process) movement is manual. Practically everything in these factories is done manually. In addition, OSAT factory environments typically present many physical constraints with respect to equipment layout, material carriers and storage. All of these constraints present challenges when trying to automate material handling in these factories.
OSATs also operate with far smaller gross and operating profit margins than IDMs, yet the percentage of worldwide semiconductor product handled by OSATs is currently increasing from year to year while the IDM share is decreasing. The combination of increased business volume with lower margins encourages OSATs to automate their factories, but there are challenges that must be overcome.
Technical challenges abound
OSATs face many technical challenges when trying to automate production. First, installed legacy equipment in these factories is typically 25 to 30 years old. This older equipment was simply not designed to accommodate automated materials handlers. For example, access doors on older equipment make automated WIP delivery and pickup nearly impossible without significant modifications to the equipment.
![]() Second, these factories are not equipped with the infrastructure needed to support automation. To start with, most of this older equipment is not SECS/GEM compliant. (SECS/GEM is the semiconductor industry's standard equipment interface protocol for equipment-to-host data communications.) This capability must either be retrofitted to the existing equipment or some other means of extracting required data from the equipment – getting it from the PLCs controlling the equipment, for example – must be employed.
Second, these factories are not equipped with the infrastructure needed to support automation. To start with, most of this older equipment is not SECS/GEM compliant. (SECS/GEM is the semiconductor industry's standard equipment interface protocol for equipment-to-host data communications.) This capability must either be retrofitted to the existing equipment or some other means of extracting required data from the equipment – getting it from the PLCs controlling the equipment, for example – must be employed.
Similarly, the WIP carriers currently in use – wafer carriers, trays, magazines, and the like – are not designed for automation. In contrast to the semiconductor wafer fab industry, it seems that almost every company in the OSAT domain has a different idea concerning what a carrier should look like. In particular, there’s no such thing as the standard 300mm FOUP (Front Opening Unified Pod), which carries wafers from one tool to the next inside of semiconductor fabs. The variations in carrier shapes, configurations, and even gripping handles in the OSAT domain thwarts progress in OSAT factory automation. How do you design a materials-handling robot with the grippers and flexibility needed to adapt to all of these different carriers? It’s a difficult question and an expensive proposition.
OSAT facilities themselves are designed for human-based materials handling, not automated materials handling, simply because they were designed at a time when automation was not contemplated. As a result, the equipment in these facilities is packed very closely together (to reduce floor space costs), as shown in Figure 1.

Figure 1: Equipment in a test facility is often tightly packed, which impedes the adoption of automated materials handling.
It’s very difficult to add automated materials handling equipment at floor level or even at ceiling level in these OSAT factories, as is frequently done inside of a semiconductor wafer fab. You will not see AGVs (automated guided vehicles) moving around inside of legacy OSAT factories because there’s simply no room for them to move around.
Tackling the challenges
So, what can be done to handle these all of challenges? You must start by understanding the nature of the operations taking place inside of the factory. As stated above, most of these operations are currently performed manually. All of the decisions and the materials transport is performed by humans.
 There’s simply no way to transition from a fully manual operation to a fully automated operation in one jump. It’s too far a reach. A significant amount of work is needed just to reach the level where automated decision making is possible. Key systems must be added to enable this level of automation.
There’s simply no way to transition from a fully manual operation to a fully automated operation in one jump. It’s too far a reach. A significant amount of work is needed just to reach the level where automated decision making is possible. Key systems must be added to enable this level of automation.
Many companies tried and failed to automate assembly and test in OSAT facilities about 25 years ago. They failed because the required data could not be extracted from the equipment in use and, therefore, there was no data to drive good decision-making. Too many required systems were simply lacking. For example, when AGVs were added, one or two operators had to walk along with the AGV to tell it what to do. There was no benefit from the automation in this example. There was no successful path to automation at the time.
Standards needed
One of the major obstacles to automating assembly and test in OSAT facilities is a lack of standards for carriers, robotics, layout, and facilities. Many front-end standards exist. The SEMI-E82, SEMI-E84, and SEMI-E88 standards designed for semiconductor fab front ends might apply, but they need to be adapted to requirements for OSAT back-end facilities. In addition, OSATs have special needs that may demand new standards. This is a real opportunity for SEMI and its constituents.
An architecture for full assembly and test automation involves four layers, as shown in Figure 2.
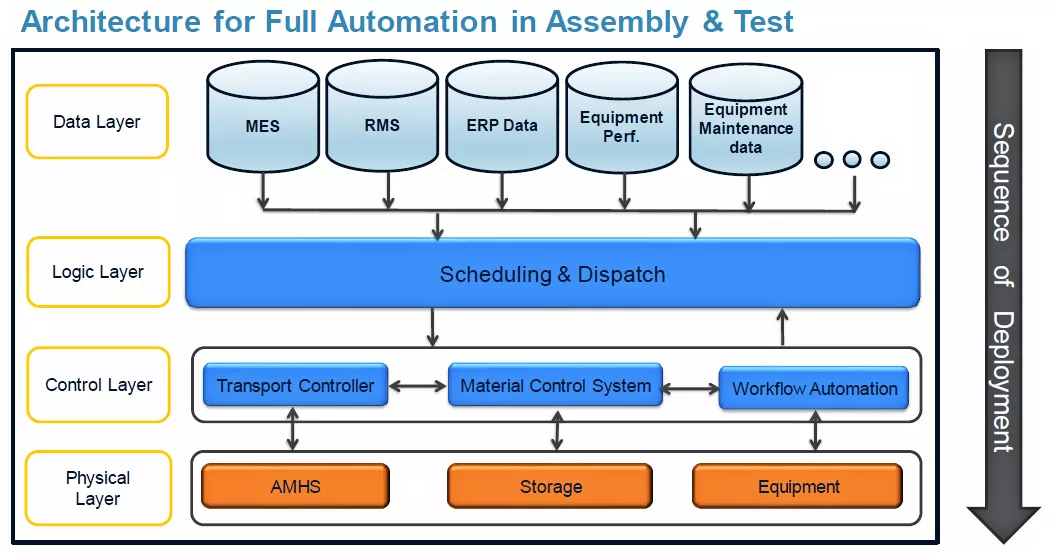
Figure 2: Full automation for assembly and test involves four layers.
Starting with the data layer at the top of Figure 2, a fully automated facility needs to have database systems in place that can supply all of the data needed for making smart scheduling and dispatch decisions. These databases then feed smart, automated scheduling and dispatch applications in the logic layer. The scheduling and dispatch applications then send control commands to the automated transport and materials controllers and the automated equipment handlers in the control layer.
You need to start at the top of the diagram to put all of this automation in place. The automated equipment and equipment controllers need commands from the scheduling and dispatch applications, which in turn need data from the databases to make smart decisions. So it’s the data layer and the systems that feed data to this layer that constitute the starting point for the journey to full automation.
 A significant amount of simulation is needed to develop optimal facility workflows. These simulations are driven by data extracted from the databases. One of the frequently ignored facets of automation is the need for backup plans. For example, what is the backup plan when an AGV fails and cannot deliver material as scheduled? Simulation helps create contingency plans for such events.
A significant amount of simulation is needed to develop optimal facility workflows. These simulations are driven by data extracted from the databases. One of the frequently ignored facets of automation is the need for backup plans. For example, what is the backup plan when an AGV fails and cannot deliver material as scheduled? Simulation helps create contingency plans for such events.
A case study
Applied Materials has worked with assembly and test factories in deploying full automation. Towards this objective, the factories have worked on many modifications (physical and systems) to enable this automation. For example, a die-attach machine was retrofitted for automation by removing all of its equipment doors so that an AGV could load the machine and extract completed work. Additional modifications permitted the mounting of multiple magazines on the die-attach machine’s input and output to provide the buffering needed to smooth the flow of work through the machine. Finally, simple instrumentation and networking was added to the machine to aid in making WIP delivery and pickup decisions.
These machine modifications addressed only the bottlenecks in this particular machine, but even these simple modifications helped to reduce the incidence of manual handling errors, such as the misalignment of magazines or trays. Modifications like these also reduce the need for human operators, which in turn reduces operating costs. Such types of incremental enhancements in automation capability have been implemented by leading-edge companies over the past few years.
Conclusion
Deploying full automation for assembly and test is not only feasible, it’s necessary for future profitability. OSATs must address the challenges of rising manufacturing volumes and thin margins by reducing manufacturing errors and increasing quality. (The quality requirement is increasingly driven by the automotive industry.) Trailblazing deployments have shown that it’s possible to automate these manufacturing lines successfully.
While IDMs have a longer history for manufacturing automation, OSATs are now traveling along the same path due to their rising share of worldwide manufacturing volumes. On that path, they’ll need to develop experience and new standards tailored to their unique needs.
 Shekar Krishnaswamy is a senior manager at Applied Materials responsible for business development and pre-sales of factory automation products and solutions. He has over 27 years of experience in all aspects of semiconductor manufacturing including wafer fab manufacturing, bump, assembly and test. His specific areas of expertise are traditional industrial engineering methods as well as systems-related methodologies such as modeling, scheduling, dispatching and factory automation. Prior to Applied Materials, Shekar held senior technical and management positions at IBM, Motorola and AMD, including management of corporate operations research departments supporting factory and service groups. Shekar has a bachelor’s degree in mechanical engineering and a master’s degree in industrial engineering and operations research.
Shekar Krishnaswamy is a senior manager at Applied Materials responsible for business development and pre-sales of factory automation products and solutions. He has over 27 years of experience in all aspects of semiconductor manufacturing including wafer fab manufacturing, bump, assembly and test. His specific areas of expertise are traditional industrial engineering methods as well as systems-related methodologies such as modeling, scheduling, dispatching and factory automation. Prior to Applied Materials, Shekar held senior technical and management positions at IBM, Motorola and AMD, including management of corporate operations research departments supporting factory and service groups. Shekar has a bachelor’s degree in mechanical engineering and a master’s degree in industrial engineering and operations research.
Note: SEMI has a Smart Manufacturing Technology Community. For more information or to get involved, click here.